
工程能力指数Cp,Cpkについて紹介します.
長さ,重さ,体積,電圧,電流など数量で計測できる値を計量値と言います.
回数,不良個数など数値で数えるものは計数値と言います.
それぞれ計量値は正規分布,計数値は二項分布という統計分布にしたがいます.
正規分布というのは,同じ条件で加工した物の出来上がりのばらつきを表現するものです.
平均値と標準偏差・σ(分散)によって一様に決まる確率分布です.
例えば同じ条件で加工したものの寸法は
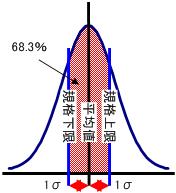
平均値±σの中に入る確率が68.3%
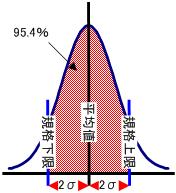
平均値±2σの中に入る確率が95.4%
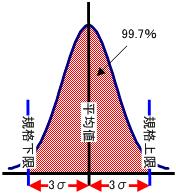
平均値±3σの中に入る確率が99.7%
平均値±4σの中に入る確率が99.994%
という確率に入るというのが正規分布です.
- ±1σの時
- ±2σの時
- ±3σの時
計量値が正規分布に従うという性質を利用して,工程能力を表現するのが工程能力指数です.
つまり加工工程の能力を表す時に製品の規格に対する出来上がりのばらつきの比率で表現します.
という定義になります.
すなわち,規格が加工のばらつき(±3σ=6σ)の何倍になっているかという指数です.
Cp=0.67の場合は,規格が加工のばらつき(±2σ=4σ)と同じということです.
Cp=0.67の工程では不良品が4.6%発生します.
Cp=1の場合は,規格が加工のばらつき(±3σ)と同じということです.
Cp=1の工程では不良品が0.3%発生するということです.
Cp=1.33の場合は,規格が加工のばらつき(±4σ=8σ)と同じということなので,
不良の発生は0.006%になります.
従って工程能力指数Cpkを評価する場合は,
- Cp<1 量産不可能
- 1<Cp<1.33 改善必要
- 1.33<Cp<1.67 量産可能
- 1.67<Cp 検査規格の変更
Cpが1.67以上あるということは製品のばらつきが(±5σ=10σ)検査規格の中に入ってしまうということです.
このような検査規格だと,中心値がずれる,ばらつきが少し大きくなるなどの異常が発生しても製品は全て合格してしまうので異常に気がつきません.従って検査規格を変更して1.33から1.67の間に入るようにしておくのが良いでしょう.
工程能力指数Cpku,Cpklは平均を中心として片側ずつ表現する方法です.
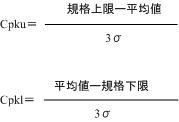
それぞれ上側Cpk,下側Cpkといいます.
平均値が規格の中心から外れている場合,または規格が上下対象ではない場合はこちらのCpkを使うほうが良いでしょう.
例えば,規格が「○○秒以上」となっている場合はCpが計算でません.
この場合下側Cpkだけを計算します.
理屈上はこれで良いが,製造の検査という立場から言うとこれではいけません.
製品の規格は「○○秒以上」であっても設計的には「○○秒±○秒」になっているはずです.
設計ばらつきを超えて長い時間になった場合,製品仕様としては合格だが,製造的には不良品です.
従って製造の検査には,上限以下になっている事が保証されない限り必ず検査上限も設けるべきです.